

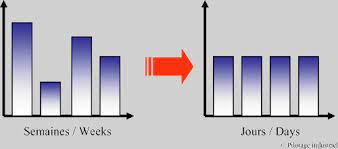
Tout d’abord ,Le lissage consiste à fabriquer en avance ce qui ne pourra pas être fait à temps si l’on n’anticipe pas la production .
En effet , le maillon cadenceur reçoit la demande client .
Mais , ca ne veut pas dire qu’il la reçoit telle quelle.
Du coup , Un programme qui changerait au rythme de la prise de commande serait trop nerveux pour être Lean.
Or, L’idéal c’est d’adapter la capacité à la charge
À défaut de pouvoir adapter parfaitement la capacité à la charge.
En effet , Il faut essayer de niveler la production en actionnant les leviers de capacité, vers le haut ou vers le bas.
Par contre , Lean dit que les stocks ( sur avance de production) sont un gaspillage.
Mais , L’avance de production est un gaspillage sélectif .
Donc, soit cela où se payer une surcapacité, dont ,on n’a pas besoin la plupart du temps.
Par contre , pour surveiller les goulots, des gammes de planification ,sont créées qui permettent de transformer la demande en demande sur les goulots, dans une unité ,qui va permettre la comparaison de la charge avec la capacité.
En effet , Les gammes de planification pointent précisément sur les charges de ces goulots.
La performance délai, c’est d’abord le taux de service.
Or, le taux de service mesure la performance de tous les maillons de la chaîne.
Et donc , Pour améliorer la performance délai, il convient de mesurer la performance de chaque maillon.
Deux indicateurs clefs qui contribuent d’un bon taux de service pour le client :
D’abord , le taux d’engagement qui mesure le rapport entre les ordres demandés et les ordres positionnés dans le programme réputé faisable.
Ensuite ,le taux de respect du programme qui mesure le rapport entre les ordres fabriqués et les ordres retenus au programme réputé faisable.
Découvrez les produits des partenaires







[…] précedent Suivant […]
[…] précedent Acceuil […]
[…] précedent suivant Acceuil […]